Verzögerung des Druckanstiegs bei klassischen Gießaggregaten
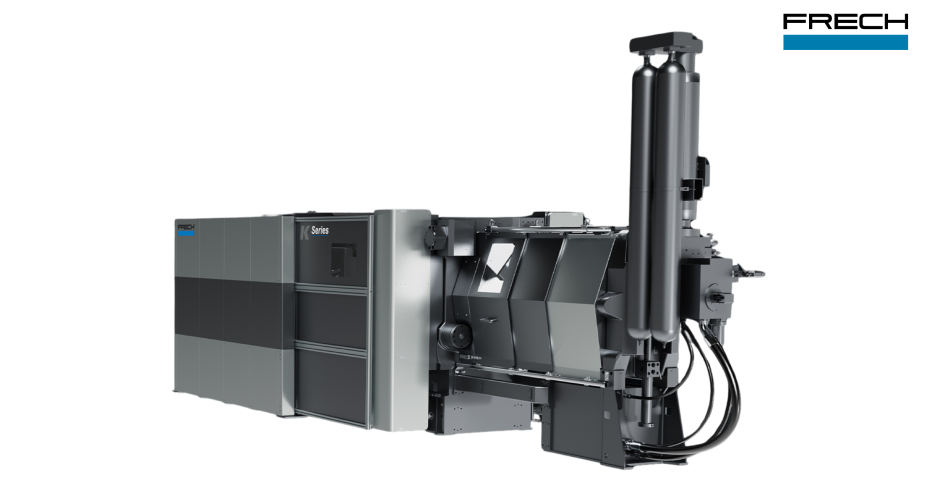
Das konventionelle Kaltkammer-Druckgießverfahren ist ein etabliertes Verfahren zur Herstellung hochwertiger Gussteile aus Leichtmetallen, insbesondere dünnwandiger Bauteile mit hoher Festigkeit. Ein zentraler Aspekt ist hierbei der schnelle und zuverlässige Druckaufbau beim Übergang von der Füll- zur Nachdruckphase. „Klassische Gießaggregate sind in ihrer Funktionalität bewährt, stoßen jedoch an physikalische und konstruktive Grenzen. Insbesondere durch Verzögerungen infolge eines federbetätigten Rückschlagventils sowie hinsichtlich der Geschwindigkeit des Druckaufbaus. Das Gießaggregat der K-Reihe von FRECH eliminiert diese Schwachstellen und sorgt für signifikante Verbesserungen des Druckgießprozesses und der Qualität der hergestellten Gussteile in industriellen Anwendungen, beispielsweise in der Mobilitätsindustrie“, erläutert Peter Maurer, Entwicklungsleiter Maschinen-Software der Oskar Frech GmbH + Co. KG. Die fortschrittliche Konstruktion und eine überarbeitete Steuerung vereinfachen die Prozessparametrierung durch Selbstoptimierung beim Produktionsstart. Dies verkürzt die Druckanstiegszeit auf bis zu 15 Millisekunden, verbessert die Gussteilqualität und steigert die Reproduzierbarkeit.
Um die Vorteile des FRECH-Gießaggregats zu verdeutlichen, lohnt zunächst ein Blick auf das konventionelle Kaltkammer-Druckgießverfahren. Hierbei presst ein hydraulisch angetriebener Gießkolben die flüssige Metalllegierung mit hoher Geschwindigkeit in die Druckgießform. „Entscheidend ist, dass die Nachdruckphase (dritte Phase) nahtlos an die Füllphase (zweite Phase) anschließt, um den spezifischen Gießdruck frühzeitig während der Erstarrung des Bauteils zu erhöhen. Diese Druckerhöhung bewirkt ein zusätzlicher Multiplikatorkolben im Gießaggregat, der noch während der Füllphase in Bewegung gesetzt wird“, sagt Dr. Marcel Becker, Leiter Technologie-Management.
In konventionellen Gießaggregaten dauert der Druckanstieg 30 bis 50 Millisekunden, gemessen vom Ende der Formfüllung bis zum Erreichen von etwa 90 Prozent des Nachdruckniveaus. Bei einer Füllzeit von 30 Millisekunden liegt die Druckaufbauzeit in einem ähnlichen Bereich oder darüber – und ist damit vergleichsweise hoch. Sie setzt sich aus einer Totzeit und der eigentlichen Druckanstiegszeit zusammen. Die Totzeit entsteht, weil in konventionellen Gießaggregaten das zentrale, federbetätigte Rückschlagventil erst vollständig schließen muss, bevor der Multiplikatorkolben den Druck erhöhen kann. Während dieser Totzeit von etwa 15 bis 25 Millisekunden – bei Großmaschinen sogar über 40 Millisekunden – erfolgt keine Druckerhöhung in der Form.
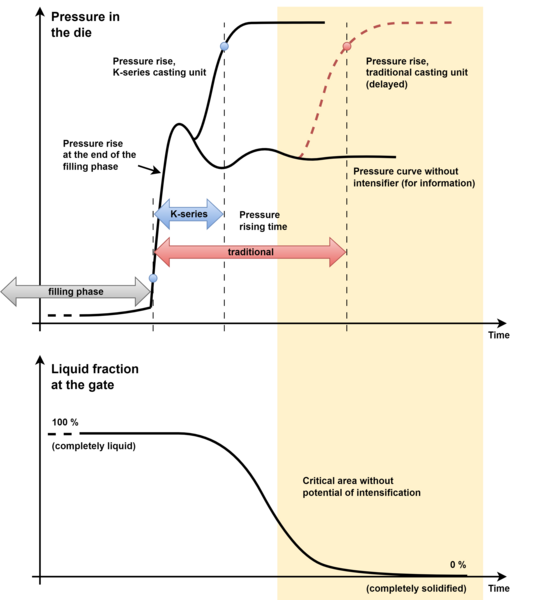
„Das birgt die Gefahr, dass die Schmelze in der Form bereits teilweise erstarrt, bevor der Nachdruck einsetzt. Dies wiederum kann zu inneren Materialfehlern im Bauteil führen, wie beispielsweise Schwindungsporosität. Besonders im dünnwandigen Anschnittbereich kann die Schmelze je nach Formgestaltung während der Totzeit erstarren“, so Dr. Marcel Becker, der über langjährige Erfahrungen in der Druckgießpraxis verfügt. In solchen Fällen bleibt die verzögerte hydraulische Druckerhöhung wirkungslos, da keine weitere Verdichtung mehr stattfindet, wie schematisch in Abbildung 1 dargestellt. Zusätzlich birgt das zentrale, hoch belastete Rückschlagventil ein weiteres Risiko: Bricht die Feder im konventionellen Gießaggregat, können Kolben, Zylinder und Ventile erheblich beschädigt werden.

![[Translate to Deutsch:]](/fileadmin/user_upload/270825-FRECH_Slider.png "[Translate to Deutsch:]")

![[Translate to Deutsch:]](/fileadmin/_processed_/f/9/csm_260325-FRECH_Slider_81f4781dd6.png "[Translate to Deutsch:]")