Pressure rise delay with traditional casting units
The conventional cold chamber diecasting process is an established method of producing high-quality cast parts from light alloys, especially particularly rigid, thin-walled components. A key aspect is quick and reliable pressure build-up during the transition from the filling to the compression phase. "Traditional casting units have proven themselves but they have their limits in terms of physics and design, especially due delays caused by a spring-actuated check valve and with respect to the pressure build-up speed. The K-series casting unit from FRECH eradicates these flaws and facilitates significant improvements in the diecasting process and in the quality of the cast parts produced in industrial applications, such as in the mobility sector", explains Peter Maurer, Head of Development, Machine Software at Oskar Frech GmbH + Co. KG. The advanced design and a re-engineered control system simplify process parametrizing thanks to self optimization at start of production. This reduces the pressure rise time to as low as 15 milliseconds, improves the cast part quality and increases reproducibility.
To illustrate the advantages of the FRECH casting unit, it is first worth taking a look at the conventional cold chamber diecasting process. In this process, a hydraulically driven plunger presses the liquid metal alloy into the die at high speed.
"The key factor is that the compression phase (third phase) follows the filling phase (second phase) without delay in order to increase the specific casting pressure promptly while the component is solidifying. This pressure increase triggers an additional intensifier plunger in the casting unit that is set in motion while the filling phase is still underway", explains Dr. Marcel Becker, Head of Technology Management.
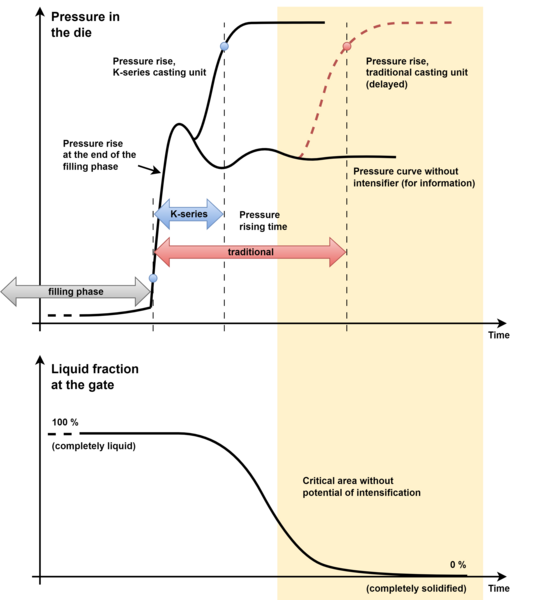
In conventional casting units, pressure rise takes 30 to 50 milliseconds, measured from completion of die filling to when around 90% of the compression level has been achieved. With a filling time of 30 milliseconds, the pressure build-up time is roughly the same or even longer – and is thus comparatively high. It is made up of an idle time and the actual pressure rise time. The idle time occurs because, in conventional casting units, the central, spring-actuated check valve has to fully close before the intensifier plunger can increase the pressure. During this idle time of approximately 15 to 25 milliseconds – even longer than 40 milliseconds in the case of large machines – pressure in the die is not increased.
"There is thus a risk that the melt will already partly solidify in the die before compression begins. This in turn can lead to internal material defects within the component, such as shrinkage cavities. In the thin-walled gate area in particular, the melt may solidify during the idle time, depending on the design of the die", says Dr. Marcel Becker, who boasts many years of practice-based experience in diecasting. In cases such as this, the delayed hydraulic pressure increase has no effect, as further compression does not take place, as illustrated in the diagram in Figure 1.
In addition, the central check valve that is subject to a high load represents a further risk: If the spring in a conventional casting unit breaks, the piston, cylinders and valves may be seriously damaged.