COLLABORATIVE SOLUTIONS AND COST EFFICIENT WASTE REDUCTION STRATEGIES
Given the high capital costs associated with reclamation technologies, small and medium sized greensand foundries may benefit from forming partnerships or clusters with similar operations. By sharing expenses and investing jointly, these groups can explore more economically viable methods for repurposing waste materials – such as incorporating greensand into asphalt and other construction products. In fact, some landfill sites already use waste greensand as capping material. For any beneficial reuse strategy to be successful, maintaining consistency and preventing cross contamination in the waste stream is essential. The era of indiscriminate waste disposal is rapidly ending.
In addition, there are several low cost, practical actions that can reduce overall waste generation:
-
Refine core designs by reducing bulky, oversized cores, e.g. hollowing out of heavy cores.
-
Monitor and control LOI and methylene blue clay levels to avoid unnecessary overdosing.
-
Recycle waste core sand and core butts from screening using basic dry attrition reclamation methods.
-
Improve planning to reduce the number of tool changes to minimise mixed core sand waste and reduce core scrap.
-
Test dust collector fines regularly for methylene blue content and LOI, ensuring sand cooling and extraction systems are performing optimally.
-
Regularly inspect cyclones and drop out boxes to ensure excessive fines are not being pulled into bag houses.
CORE PACKAGE CASTING AND THE SHIFT AWAY FROM GREENSAND
In recent years, some foundries – particularly those producing castings like truck engine blocks and cylinder heads – have transitioned away from greensand processes entirely. This evolution has led to facilities that produce minimal, if any, sand waste. Most of these foundries use large core shooters to blow phenolic urethane cores, creating integrated core packages that are then placed into a support system for pouring.
By incorporating thermal reclamation technologies, these foundries are achieving high levels of sand reuse while dramatically cutting down waste. Furthermore, this level of efficiency opens the door to replacing traditional silica sand with ceramic sands such as Cerabeads, eliminating serious health and safety risks associated with respirable crystalline silica.
This shift also enables greater control of casting tolerance, more flexibility in casting design, especially with recent advances in rapid 3D sand printing, and cellular manufacturing. Altogether, the core package approach represents a significant leap toward o a more sustainable and adaptable foundry model.
CHALLENGES FOR NO-BAKE FOUNDRIES
Most jobbing foundries in the UK rely on mechanical attrition paired with organic binders, predominantly alkaline phenolic furan or phenolic urethane systems. Reclamation rates for these systems typically range from sixty to ninety per cent with the waste sand, much of which is classified as hazardous due to the presence of leachable organic compounds such as phenols.
The associated dust from the classification process is also hazardous, complicating disposal efforts and raising environmental compliance challenges. Additionally, this high concentration of organic compounds in the waste makes it difficult to repurpose or recycle through beneficial reuse pathways, posing a growing problem for foundries that depend on these organic binder systems. Levels of reclamation can be increased to over ninety per cent by introducing secondary attrition, incorporating thermal reclamation as part of the process or substituting mechanical attrition altogether.
Thermal reclamation and binder process considerations
Thermal reclamation paired with the phenolic urethane process offers the most effective method for eliminating hazardous sand waste, as it fully removes organic compounds from the sand. This results in a clean, reusable material and virtually eliminates hazardous waste classification.
However, each binder system presents its own unique challenges:
- Furan binders: While effective, the thermal reclamation process for furan systems generates some sulphur emissions, which may raise environmental concerns and require mitigation strategies.
- Alkaline phenolic binders: Achieving reclamation rates above ninety per cent can lead to the accumulation of potassium and sodium oxides within the sand. This buildup may compromise mould strength and reduce the sand’s sintering temperature, potentially affecting casting quality. To maintain optimal performance, an approximate up to ten per cent new sand addition is typically required.
Despite these limitations, sand processed through thermal reclamation – regardless of binder type – is no longer classified as hazardous, greatly easing disposal and enhancing opportunities for beneficial reuse.
No-bake foundries and inorganic binder innovation
Traditionally, many UK jobbing foundries have relied on organic binder systems, combined with single mechanical attrition for sand reclamation producing hazardous waste sand, making disposal increasingly complex costly, and limiting the potential for beneficial reuse.
As a result, such inorganic binder systems are gaining traction as a more sustainable alternative. Though they often yield lower reclamation rates when using standard dry attrition, the resulting sand is non- hazardous and significantly easier to reuse or repurpose.
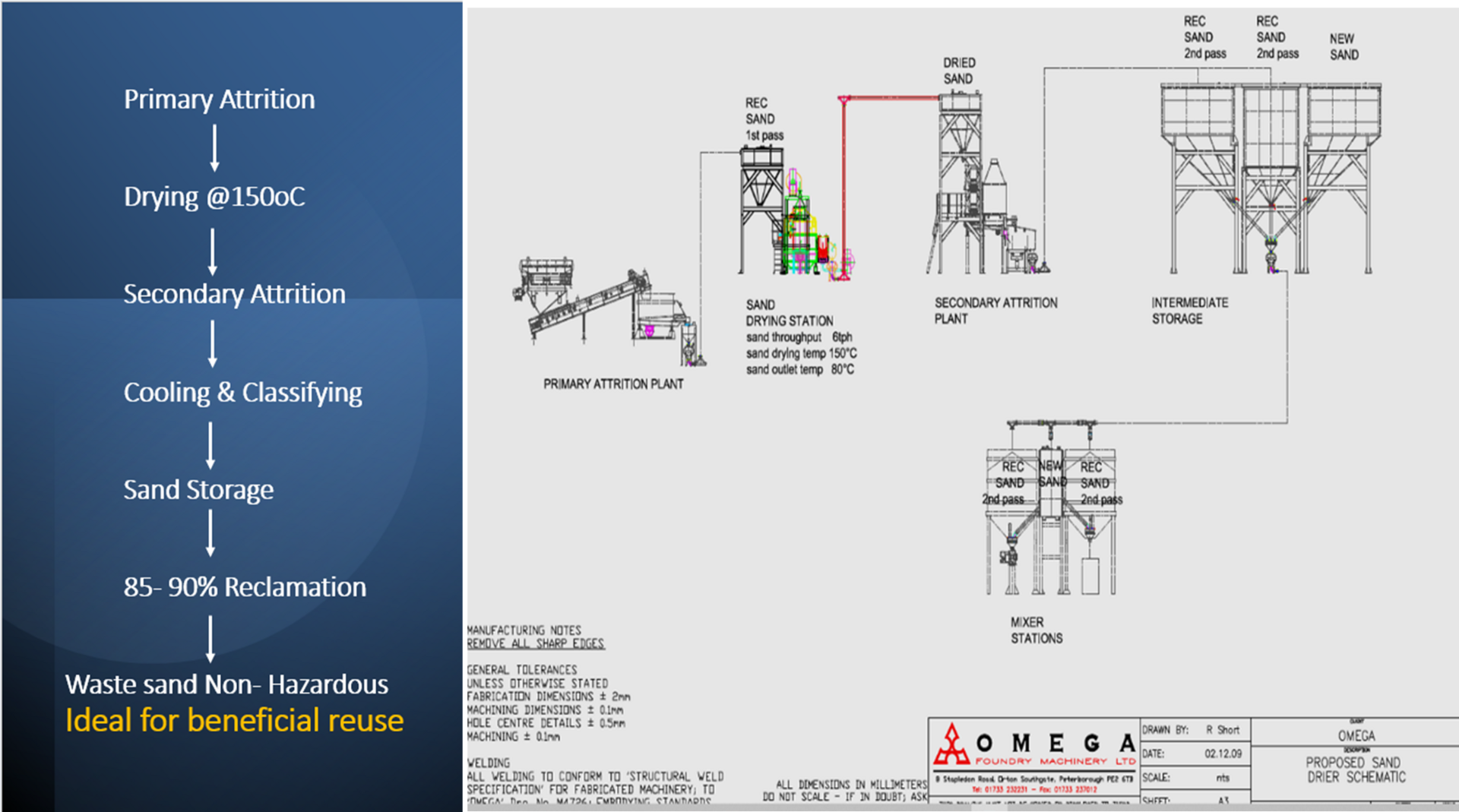
This gives a possibility for the foundry to omit these liabilities without incurring significant capital investment. Furthermore, with a double mechanical attrition process coupled with drying, reclamation levels of eighty to ninety per cent can be achieved using the John Winter & Co Ltd range of inorganic binders.